編碼器簡介及分類
編碼器(encoder)是將信號或數據進行編制、轉換為可用以通訊、傳輸和存儲的信號形式的設備。編碼器把角位移或直線位移轉換成電信號,前者稱為碼盤,后者稱為碼尺。編碼器是伺服驅動系統最重要的組成成分之一,編碼器的品質和精度直接決定伺服系統的品質與精度。
編碼器按照工作原理編碼器可分為增量式和絕對式兩類。
1.1增量式編碼器
增量式編碼器是將位移轉換成周期性的電信號,再把這個電信號轉變成計數脈沖,用脈沖的個數表示位移的大小。
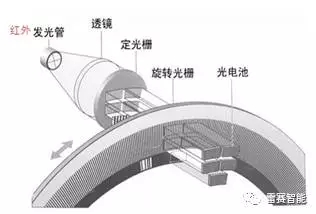
增量編碼器的典型光路結構圖
紅外發光管通過透鏡把發散的光變成平行單一方向的光,向碼盤垂直照射過去。
碼盤鍍上了擋光材料,同時沿碼盤一周均勻刻畫出N條通光窗口,即碼道。若碼盤轉過一圈,將產生N次的通光和遮光。
把受碼盤調制的光垂直照射到感光元件—光電池上,光電池受光會產生電流,遮光則沒有電流。把電流轉化為電壓信號,若碼盤轉過一圈,將產生N次的高低電平,即脈沖信號。
由于碼盤跟隨電機軸轉動,對脈沖進行計數即可求得位置的增量信息或者求得單位時間內的轉速。
1.2 絕對值式編碼器
絕對編碼器因其通過機械位置決定的每個位置是唯一的,無需記憶,無需找參考點,不用一直計數,什么時候需要知道位置,什么時候就去讀取它的位置。這樣,編碼器的抗干擾特性、數據可靠性都會有所提高。
絕對式編碼器的每一個位置對應一個確定的數字碼,因此它的示值只與測量的起始和終止位置有關,而與測量的中間過程無關。
絕對編碼器光碼盤上有許多道光通道刻線,每道刻線依次以2線、4線、8線、16線….編排,在編碼器的每一個位置,通過讀取每道刻線的通、暗,獲得一組從2的零次方到2的n-1次方的唯一的2進制編碼(格雷碼),這就稱為n位絕對編碼器。
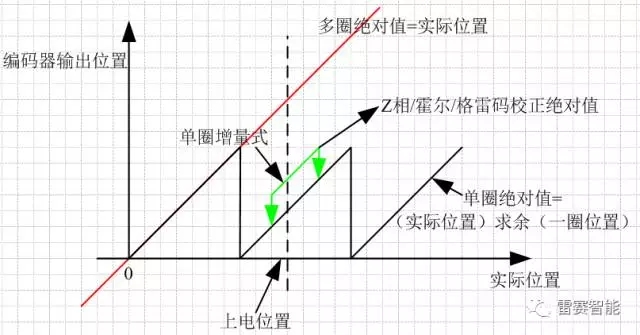
n位絕對編碼器又可以分為單圈絕對值編碼器與多圈絕對值編碼器。
單圈絕對值編碼器:只能用于旋轉范圍360度以內的測量,轉動超過360度時,編碼又回到原點,稱為單圈絕對值編碼器 。
這樣的編碼器是由碼盤的機械位置決定的,它不受停電、干擾的影響在轉動中測量光電碼盤各道刻線,以獲取唯一的編碼,當轉動超過360度時,編碼又回到原點,這樣就不符合絕對編碼唯一的原則,這樣的編碼器只能用于旋轉范圍360度以內的測量,碼盤上的每一個位置都有唯一的編碼,每一個位置對應一個確定的數字碼,這稱為單圈絕對值編碼器。
多圈絕對值編碼器:在單圈編碼的基礎上再增加圈數的編碼,以擴大編碼器的測量范圍,這樣的絕對編碼器就稱為多圈式絕對編碼器 。
如果要測量旋轉超過360度范圍,就要用到多圈絕對式編碼器。編碼器生產廠家運用鐘表齒輪機械的原理,當中心碼盤旋轉時,通過齒輪傳動另一組碼盤(或多組齒輪,多組碼盤),在單圈編碼的基礎上再增加圈數的編碼,以擴大編碼器的測量范圍,它同樣由機械位置確定編碼,每個位置編碼唯一不重復,而無需記憶。
02
各編碼器優劣勢分析
2.1 增量編碼器和絕對值編碼器的差異以及優劣
增量式編碼器是直接利用光電轉換原理輸出三組方波脈沖A、B和Z相;A、B兩組脈沖相位差90度,從而可方便的判斷出旋轉方向,而Z相為每轉一個脈沖,用于基準點定位。它的優點是原理構造簡單,機械平均壽命可在幾萬小時以上,抗干擾能力強、可靠性高,適合于長距離傳輸。其缺點是無法輸出軸轉動的絕對位置信息,存在零點累計誤差,抗干擾較差,接收設備的停機需斷電記憶,開機應找零或參考位等問題。
絕對式編碼器是直接輸出數字的傳感器,在它的圓形碼盤上沿徑向有若干同心碼盤,每條道上有透光和不透光的扇形區相間組成,相鄰碼道的扇區樹木是雙倍關系,碼盤上的碼道數是它的二進制數碼的位數,在碼盤的一側是光源,另一側對應每一碼道有一光敏元件,當碼盤處于不同位置時,各光敏元件根據受光照與否轉換出相應的電平信號,形成二進制數。這種編碼器的特點是不要計數器,在轉軸的任意位置都可讀取一個固定的與位置相對應的數字碼。絕對值編碼器可以在任何時刻,尤其是在剛上電的時刻,就能感知當前的絕對角位置。
2.2 多圈絕對值編碼器的優點和缺點
多圈絕對值編碼器是在單圈編碼器的基礎上再增加圈數的編碼,可以感知編碼器自使用之日起已經轉過了多少角度。多圈編碼器的優點在于測量范圍大,實際使用往往富裕較多,這樣在安裝時不必要費勁找零點,從而大大簡化了安裝調試難度。
多圈絕對值編碼器的缺點在于相比于單圈絕對值和增量式編碼器價格上較為昂貴。
03
雷賽伺服多圈絕對值編碼器的使用要點
3.1 多圈絕對值的使用說明
雷賽交流伺服的多圈絕對值功能是驅動器利用多圈絕對值編碼器對電機的位置進行記憶,來實現絕對位置掉電不丟失的功能;接通電源時上位機無需進行回零操作,即可直接進行運動操作,該類產品廣泛用于機械手、機床等行業。
第一次使用絕對值電機時,需要機械移動到原點位置(手動回零),并通過驅動器參數Pr0.15進行多圈絕對位置清零,此時實現原點位置標定,以后無需再進行回零(除絕對值報警等情況外)。
|
參數Pr0.15 |
功能 |
|
0 |
關閉多圈絕對值功能,多圈位置無效 |
|
1 |
開啟多圈絕對值功能 |
|
5 |
清除多圈報警,并開啟多圈絕對值功能。 |
|
9 |
多圈位置清零且復位多圈報警,并開啟多圈絕對值功能 |
3.2 多圈絕對值的讀取方式
絕對值的讀取方式有三種:面板顯示、RS232和RS485;
a)面板顯示直接通過驅動器面板D21、D22即可查看單圈位置和多圈位置;
b)RS232和RS485,這兩種讀取方式類似,分別通過對參數P0.15 的RS485地址和RS232的地址讀操作來讀取單圈位置和多圈位置。
3.3 清除多圈報警及多圈位置清零
a)清除多圈報警
清除報警一般可以通過面板操作、RS485和RS232操作;
通過對參數P0.15 的RS485地址和RS232地址通信寫5操作清除報警,確認后,讀取Pr0.15界面多圈位置清零成功,數據為1;不成功,數據仍為5。
b)多圈位置清零及回零
多圈位置清零同樣可以通過面板操作、RS485、RS232操作
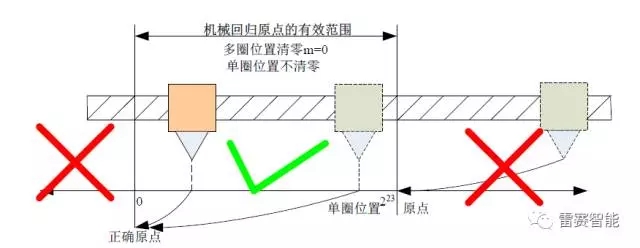
多圈位置清零前,機械需要回歸原點,執行多圈位置清零后,多圈位置=0, 單圈位置不變,并且清除編碼器絕對值報警。機械回歸原點的范圍是電機一圈的范圍,在該范圍內都以該圈的單圈零點作為絕對值的原點,因此必須保證機械原點安裝的偏差范圍在電機的單圈范圍內, 回歸原點時可結合驅動器面板"D21 單圈數值"來調節位置。
3.4 多圈絕對值的報警及處理
絕對值報警可通過面板顯示Err153,IO 輸出ALM信號,或RS485讀取報警信息等方式,通過RS485地址(0X2203)讀報警信息代碼為153。












